Svens Bastelstube
Jeti-Sensoren
Nixie-Uhr
BLMC
Colorado
YADRO
Fräsen
CNC-Fräsen eines Turbinenleitsystems
Inzwischen gibt es Verdichterleitsysteme für die KJ-66 bei einigen Firmen und Turbinenbauern zu kaufen. Soll aber eine Turbine mit anderen Maßen gebaut werden, kommt man am "Selbermachen" nicht vorbei. Eine Möglichkeit ist, ein Leitsystem ähnlich dem aus der Kamps-Turbine einzubauen. Schwierigkeiten können dann durch Verwirbelungen der Luft an den Befestigungsschrauben entstehen. Die Befestigung des Gehäuses am Verdichterleitsystem ist nicht mehr möglich und muss über den Verdichterdeckel, oder das am Wellentunnel verschraubte Turbinenleitsystem erfolgen.Soll also das Verdichterleitsystem selbst gefertigt werden, bietet sich die Herstellung auf einer CNC-Fräse an. Und diese haben wir auch selbst gebaut. Ist eine Fräsmaschine vorhanden, kann diese auf CNC umgerüstet werden. Folgende Hard- und Softwarekomponenten werden dazu benötigt:
- Fräsmaschine (nicht zu klein)
- Schrittmotortreiberelektronik
- Schrittmotoren und Endschalter
- Ein PC,
- Schrittmotorsteuerprogramm
- CAD-Programm
- viele Informationen
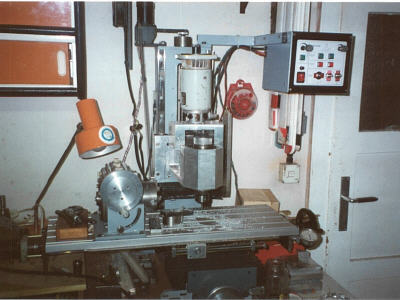
Unsere CNC-Fräseist komplett Eigenbau. Die Achsen sind in Linearführungen gelagert und durch Trapezspindeln mit 4mm Steigung angetrieben.Die Schrittmotoren treiben die Achsen X und Y direkt an und die Z-Achse über ein Zahnriemengetriebe 2:1.Denkbar ist auch der Aufbau einer Fräse aus einer Säulenbohrmaschine und Kreuztisch. |
 |
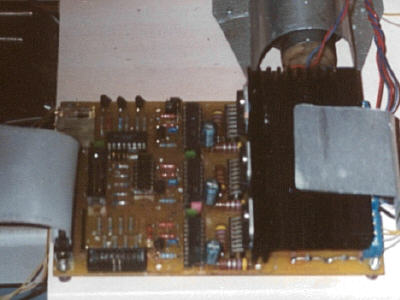
SchrittmotortreiberelektronikSchrittmotoren benötigen eine spezielle Treiberelektronik. Diese dekodiert die Signale vom PC und steuert dementsprechend den Strom durch die verschiedenen Spulen des Motors. Unsere Treiberelektronik entstand nach einer Bauanleitung von Thorsten Ostermann. Die Treiberschaltkreise verkraften 36V und 2A je Motor. Dabei erwärmte sich der Kühlkörper so stark, dass wir ein Kühlgebläse angebracht haben. Die Kabelbelegung zum PC entspricht dem Steuerprogramm PCNC. Für andere Programme wie DINCNC müssen einige Leitungen vertauscht werden. Leiterplatten und Bauteilsätze können bei NC-Step bezogen werden. |
 |
SchrittmotorenFür unsere Anwendungen sollten Motoren mit ca 1Nm ausreichen. Die Motoren sind im Halbschrittbetrieb zu betreiben. Die Verbindung zu den Spindeln erfolgt z.B über eine Klauenkupplung. Die Axialkräfte der Spindel müssen über Lager abgefangen werden und dürfen nicht auf den Motor wirken.Motoren sind öfters günstig aus Restposten erhältlich. Zu achten ist aber auf einen geeigneten Nennstrom von 1-2 A. |
Der PCDa die meisten CNC-Programme unter DOS laufen genügt ein 486er mit VGA-Monitor. Günstig ist ein Game-Port. Dann kann über einen Joystick die Maschine manuell gefahren werden. |
SchrittmotorsteuerprogrammDie Steuerung der Maschine übernimmt ein Programm auf dem PC. Es gibt eine Reihe von kostenlosen Programmen zum Download. Damit kann man erste Erfahrungen sammeln. Besser sind aber Kaufprogramme wie DINCNC, CNCProfi oder PCNC. Die zu fräsende Kontur wird als HPGL- oder DIN-File eingelesen. HPGL-Files können mit einem CAD-Programm einfach erzeugt werden, es ist aber kein gleichzeitiges Fahren der Z-Achse mit X- oder Y-Achse möglich. DIN-Files sind schwierig zu erstellen, erlauben aber ein gleichzeitiges Fahren aller Achsen. |
CAD-SoftwareDie zu fräsende Kontur wird zuerst mit einem CAD-Programm gezeichnet. Diese Zeichnung wird dann in ein File gedruckt. Als Drucker wird ein HP-Plotter gewählt. Dabei die Einstellung "Drucken in File" nicht vergessen. Das nun entstandene File ist ein HPGL-File und kann vom NC-Steuerprogramm verarbeitet werden. Der Fräserdurchmesser muss beim Zeichnen berücksichtigt oder die Kontur mit einer zusätzlichen Software korigiert werden. Auch gibt es Programme die DIN-Files und HPGL-Files ineinander umwandeln. |
1. selbstgefrästes LeitsystemEigentlich sollte das Leitsystem vollständig auf der Fräse bearbeitet werden. Nach einigen Probefräsungen haben wir einen Vorschub von 30mm/min bei 5mm Fräser und 2mm Zustellung eingestellt. Der geringe Vorschub ergab eine Bearbeitungszeit der Vorderseite von mehreren Stunden, so daß wir den Prozess nach Ausfräsen der Keilschaufeln abbrachen.Mit der Drehmachine wurden Vorder- und Rückseite fertiggedreht. Auf den den Drehtisch aufgespannt wurden zum Schluss die Axialschaufeln gefräst. |
 |
Links
- Ostermann-NETz Bauanleitung der Elektronik und viele Infos
- NC-Step Leiterplatten und Bauteile für die Ostermann-Karte
- Fa. Thimig hier gibt es Software, Motoren
- Fa Petzold hier gibt es Motoren und Software
- Kellyware ein Shareware-NC-Programm
- Pollin manchmal günstige Motoren, Bauelemente
- MIR-Elektronik manchmal günstige Motoren
- CNC Shareware List
- Eine interessante Eigenbaufräse